
上海LYHW除氢炉联系方式

紧固件电镀后的去处氢脆处理。紧固件在电镀时将发生如下反应,2H2O 2 H2+O2,反应生成的氢易附着在金属界面上,引起产品脆性失效,即氢脆。工艺研究表明,工件电镀后在180-240℃的温度下经4-8小时的烘干处理,可除去表面附着的氢。
在除锈和氧化皮时,尽量采用吹砂除锈 若采用酸洗,需在酸洗液中添加若等缓剂,在除油时,采用化学除油、清洗剂或溶剂除油,渗氢量较少若采用电化学除油,先阴极后阳极:在电镀时.碱性镀液或高电流效率的镀液渗氢量较少。
一般认为,在电镀C1、Zn、Cd、NSnPh时,渗入钢件的容易残留下来,而u、MoA、Ag、 AU、W等金属镀层具有低扩散性和低溶解度 氢较少。在满足产品技术条件要求的情况下,可采用不会造成渗氢的涂层,如机械镀锌可以,不会发生氢脆,耐蚀性高,附着力好,厚5~100um,成本低。
所谓去氢工艺就是在一定的温度下国家金属表面渗着氢的溶解度随温度升高而降低的基本原理,可以达到"或者绝大数的氢除去。进行去氢的原因是,氢能够对所渗着的金属以及制品发生氢腐蚀也就是氢脆现象,造成金属以及制品的金属性消失使用寿命将会大大降低所以去氢。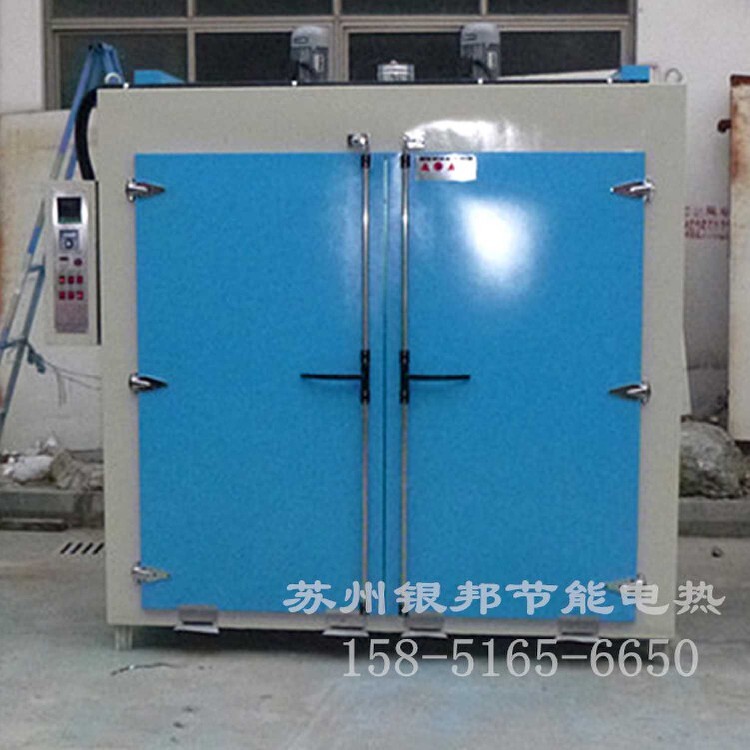
根据金属以及金属特性的不同能够对不同硬度级别的螺栓、螺丝、螺钉、螺杆以及紧固件、电件等金属以及相关制品进行去氢处理,达到改善内部结构,提升物件使用寿命的目的。
使用注意事项
1、电源设备:应在供电线路中装有超负荷的保险丝装置,供此箱特种,并具有良好接地装置。
2、试料准备:将试品逐一编号后,将试品放置于试品料盘上,彼此以不相互接触和碰撞为宜。
3、待一切准备就绪,即关上箱门。打开电源开关,同时控制系统的电源指示灯即亮,若须升温须打开鼓风—加热开关,然后全自动升温控温。
5、仪器外壳须有效接地,以使用安全。
6、仪器应放在通风良好的室内水平位置,在其周围不可放置易燃易爆物品。
7、应在供电线路中安装铁壳的闸刀开关一只,供此箱特种,在外壳接地通电前请检查本箱的电器性能,并应注意是否有断路或漏电现象,本仪器无防爆装置,不得放入易燃易爆物品干燥。
8、箱内物品放置切勿过挤,须留出空间,以利热空气循环。
除氢炉外壳采用冷轧钢板制作,表面烤漆,工作室采用不锈钢板制作。外壳与工作室之间填充硅酸铝纤维。加热器安置在两侧风道内。温度控制仪表为数显智能表,PID调节,配置时间控制器并与报警装置相连接。使烘箱的操作简便、安全和有效。主要用于各类五金件、紧固件弹簧螺丝、汽车零部件等电镀件产品的加热去氢脆,如螺丝电镀件、弹簧电镀件、管件接口等产品的除氢干燥使用。
热风循环部分:
1.鼓风电机:大功率 鼓风电机安置在烘箱顶部
2.送风方式:*双风道导流口,热风由箱体内部水平循环
3.顶部安置耐高温长轴电机,风轮与电机相连,确保箱内具有大量热风在烘干区内部循环送风
温度除氢烤箱选择比实际使用温度高10度即可。根据工艺要求,计算好实际要求的温差,以烘烤的效果。举例:如果使用温度是150度,220度,360度,440度,按设计温度500度做。4个温度,如果是同一种产品。控制上选用可控硅。不同的产品,使用时低温状态下,温差要稍微大一些。150度和220度的实际使用效果,没有低温烤箱好。使用中温500度烤箱,150度烘烤温差比低温250度烤箱要高2~5度。
最新产品
更多









热门信息
热门产品
-
电热鼓风电机干燥箱电机锭子浸漆烘箱电机线圈绕组烘烤箱
-
四氟固化炉400℃铁氟龙烧结炉精密型氟塑模压烘烤箱
-
变频调速链条式铜排热缩套管隧道炉高低压母排热收缩套管隧道烘箱
-
变压器环氧树脂固化炉LY-TC型台式电机烘箱电机线圈绕组烘烤箱
-
高温转盘式铁氟龙烧结炉500℃旋转式四氟烘箱精密型转盘式高温炉
-
轨道式变压器固化炉变压器线圈绕组烘箱环氧树脂固化烘烤箱
-
电镀除氢烘箱选银邦220℃紧固件螺丝除氢炉五金钢铁件去氢脆烤箱
-
银邦LY-GW型台式铁氟龙烧结炉500℃高温特氟龙模具烘烤箱
-
高温合金模具预热烘箱铸铁冶金模具加热烘箱500℃高温模具烘烤箱
-
母排/铜排热收缩套管隧道炉银邦LYSD型履带式铜排热缩套管隧道烘箱